Assignments for Level 3 and 4 of the (now defunct) Precision Machining programme at Sheridan College STC included a fairly large tap handle, a machinist's jack for supporting milling jobs, and a 5" sine bar.
The jack is far too large to use on the Taig mill, but it was still an interesting project involving tapers, knurling, threading and cross-drilling the cylindrical parts.
As the school did not have proper facilities available for hardening, I will (eventually) be milling off the top of the conical jack post and press fitting a ball-bearing into an axial hole therein.
In an attempt to keep the working surfaces of the sine bar from wear and, as the quality of the steel we used was fairly poor, I had the sine bar plasma (ion) nitrided by a friend. The ground surface finish became matte, but it has not corroded or otherwise degraded since being made several years ago.
I would like to upgrade the rollers on the sine bar, as mine were turned rather than ground (the shop's cylindrical grinder was out-of-order during the assignment), however I am in negotiations to obtain both a 3" and 5" bar soon. I can use the energy and time doing something else.
Monday, 25 November 2013
variable speed headstock
Finally got around to converting my headstock to variable speed DC control. The Taig lathe comes equipped with a set of 6-step pulleys intended to be run from a ~1550 RPM AC motor. This gave speeds of 525, 825, 1300, 2100, 3350 and 5300 RPM.
The new variable speed drive will allow 0-5000 RPM operation, with simple current limiting and load compensation adjustments. Under load (when cutting), the controller will increase power to the motor in an attempt to keep the revs constant.
The drive is from KB Electronics (model KBIC-120) with the auxiliary heatsink and barrier/fuse accessory kits; good for 1HP and 12A. The motor is only 5.8A and .40HP so there's lots of margin in the system. At some point I may upgrade to a shunt wound motor from the brushed permanent magnet unit.
The control was purchased from Canadian Drives Inc. who gave great advice.
finish it redux
I re-treated the workpiece by using fine steel wool to rub in more of the bluing. This evened out the appearance, but it would require several more applications with the somewhat abrasive wool to achieve a really deep colouration.
In a document that I was reading about cold bluing, one user recommended a 10-time repetition of immersing the workpiece in boiling water, application of bluing with steel wool, rinsing & drying. That seemed a little excessive, but probably works.
An assumption I made at the bleaching phase was to use liquid chlorine bleach which had an interesting reaction with the aluminium pan I had the workpiece resting in. A yellowish deposit formed wherever the bleach was in contact with the pan. I did not consider using peroxide bleach until I saw a bottle in the drug store the other day. It bears some further experimentation.
One of the other tests I'd like to undertake is to try to apply a copper-based patina available at art-glass supply shops. That would provide a nice contrast to the dark blue on certain projects. How it will work with steel is a mystery at the moment, as it is designed for use with lead came in stained glass applications.
oddity 3
The latest oddity is boring out a plastic plumbing fitting to accept a brass drain fixture for a sailboat. Seems that, in the winter, the contents of the flexible drain pipes freeze and pop off the brass fixtures. The new plastic fittings are barbed, and so should hold the flexible pipe more securely when used in conjunction with screw-type pipe clamps.
I am somewhat concerned about the differentials in expansion co-efficients of the plastic and brass. Since they will expand/contract at different rates, I bored the plastic fittings slightly oversize to allow for the use of flexible silicone as an adhesive.
The job forced me to create a mandrel out of thick wall PVC tubing to hold the plastic fittings. What was really needed was a core inside the tube/mandrel to keep it from distorting in the 4-jaw chuck. As it was, the white (possibly nylon?), plumbing fittings had the most annoying habit of peeling off thin sheets from the interior which would wrap around the boring bar and threaten to rip the whole assembly out of the chuck. The grey PVC would generate wispy strands that would either float around or ball up at the tip of the cutting tool.
another odd one (part 2)
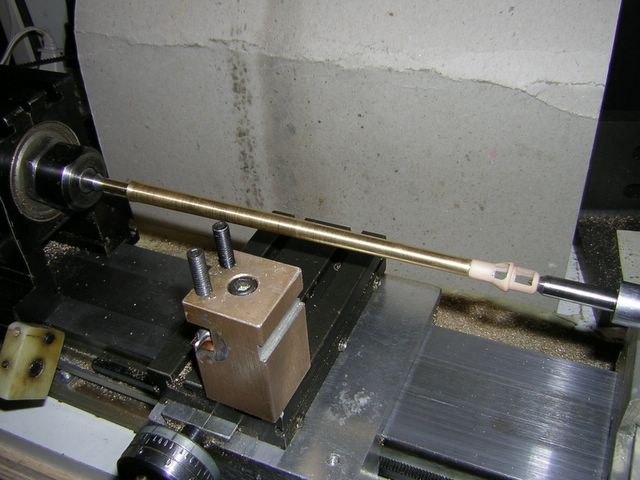 The barrel turned out OK. I did discover a problem with the live centre. The centre deflects a lot when you apply any sideways pressure to the workpiece. Not good at all. It looks like it may have been ill-used by the previous owner.
The barrel turned out OK. I did discover a problem with the live centre. The centre deflects a lot when you apply any sideways pressure to the workpiece. Not good at all. It looks like it may have been ill-used by the previous owner.The deflection resulted in excessive chattering and forced me to take very fine cuts at very slow feeds. A bit of a pain on a 5" workpiece that needed .100" taken off the narrow end. At least it's good practice for technique.
The breech end was flared using a file, and the chatter marks were removed using the same method. The application of a fine waterpaper under rotation gave a matte finish to the workpiece. I was able to re-use the muzzle brake portion of the casting and simply slipped it over the cylinder I turned at the narrow end. This is held in place using Zap-a-Gap thin ACC.
I'm going to have to make a new live centre. Luckily I recently purchased "The Amateur's Lathe" by L.H. Sparey; which has a suitable drawing of a live centre with two hefty ball races. I may have to scale it a bit, as I believe it was intended for a Myford 7 or 10.
another odd one (part 1)
Well, this must be the season of oddities.
This project is a 1:35 Tiger tank barrel. A friend of mine is assembling the model, and found that the kit contents included a badly warped barrel casting. Rather than do the sensible thing and request a replacement from the manufacturer, I said I'd give it a shot.
I found a piece of brass rod of suitable diameter and cut it a little over length with a hacksaw. The saw has a cobalt blade which will even handle O-1 drill rod (my dream shop includes a metal-cutting bandsaw).
Brass might be a little heavy for this application, but I really want to get better acquainted with its idiosyncrasies. A bit of PVC or ABS would work just as well.
Thanks to the bored-out spindle, the 3/8" diameter rod slipped right into the headstock for facing and turning the small diameter at the breech end. I'm using a brazed carbide tool that produces a good finish at about 1300 RPM.
The barrel is tapered, so the tailstock will have to be offset to achieve this. Also, the muzzle brake is a fairly complex shape, but that portion of the casting seems in good condition. I will simply remove the cast muzzle brake, drill out the end and press it on to the new barrel.
I'd like to do the taper turning between centres, so I've chopped off a piece of drill rod and fitted it into one of the collets. Using the carbide tool in the topslide set at 30º, I turned the drill rod into a dead centre. I have fitted the spring loaded, ball-bearing live centre into the tailstock. It remains to make a small dog for the headstock to drive the barrel, and calculate the tailstock offset to create the taper AFTER I've turned the small diameter for the brake at the muzzle end.
finish it
Some interesting experiments in surface finishing this weekend. I had picked up some gun bluing from the local "outdoor" store. I treated some small steel blocks and they turned out fairly well, if a little "splotchy" in places. I felt that it was possible to achieve a higher finish quality.
I asked some local experts and, as expected, received varying advice. Procedures for cold bluing differ due to personal preference and chemical composition of the bluing itself. There are some blues which are simply not available in Canada due to import restrictions or other Customs complications.
The basic premise is to provide a finish that resists corrosion. Old-school techniques like heating the steel to a certain colour and plunging the workpiece into a bath of motor oil are fine if you have a proper place to do that kind of work.
I did manage to achieve an "oily water" finish that is interesting if not wholly intentional. Initial research into the various processes opens up a fascinating range of possibilities for future projects. It's certainly a non-trivial subject.
an odd task

Quite a while ago, a friend asked me to swap the stem out on a pipe that he had. He wanted the stem off his favourite pipe transferred over to a new bowl. I did once have a penchant for pipe smoking. Loved to sit back, draw on some dark, cherry scented tobacco and watch re-runs of the late Jeremy Brett playing the great Sherlock Holmes. I've long since given up smoking, but packed away somewhere in a long-mislaid box sits my favourite pipe...
Anyway, the project was always at the back of my mind. I finally got around to looking at it seriously. I found to my dismay that the stem would not fit in the micro-lathe as planned. Too wide for the spindle bore at the mouth-piece; not good.
The first order of business was to lop off a piece of the barrel to bring it in line with the overall length. A razor saw made short work of this. Next was to bore out the stem to the diameter of the bowl connector. The "old favourite" was not designed for inline filters, so it had quite a small diameter interior.
I decided that the drill press was the only way I was going to get the stem bored out with the lathe being unsuitable. I gradually stepped up the diameter of drills until I managed a tight slip-fit over the connecting tube. Sounds easy, but whatever material the stem was made from did not like to be drilled. It screached and wailed. It grabbed the drill bits and stuck them fast. Beeswax was no help, either.
Suffice to say that I did manage it, but at the expense of a few scratches on the stem. Some 400 and 600 wet paper and the Dremel polishing wheels thankfully removed the marks. I was originally going to shave the outer diameter of the stem down a fraction to match the bowl's stub diameter, but I was concerned with the way the material reacted to the drills. I visualised large flakes of "whatnot" breaking off and ruining the outer surface.
It's done and it's functional. It even sits nicely in the hand. Not the sort of task I had envisioned when I took up the machining vocation, but a good learning experience, nonetheless.
cutting up

done:
- clamps for the good vise
- new arbor for a larger diameter slitting saw
- collet bored out for DTI mounting peg
- a pair of 1-2-3 blocks
to do:
- more t-nuts (Many, many more. They're like potato chips. Can't have just one.)
- strap clamps (Three sets of step blocks are on-hand.)
- cam lock clamps
- small sine bar
- new clamps for the good vise (I've thought of some design improvements.)
I have suspected that there is a slight mis-alignment of the Z-axis on my mini mill; along the Y plane rather than the X. The slitting was imperfect, but I will (for the moment) attribute the results to using three blades of different thicknesses on two different arbors. Some of my tooling is, alas, second hand and of unknown quality; but you have to start somewhere.
I have obtained a Y-axis extension kit with an excellent set of tramming instructions from Wildhorse Innovations so this should help with proper setup and usefully increase the working range of the mill table.
the domino effect
It never fails. You try to get some work done and you realise that there's something else you need to complete first.
My workshop, for instance, has been largely buried under excess flotsam and jetsam for quite some time. I wanted to do more work at home so an off-site storage space was obtained to clear everything out. The relocation proceeds apace, meanwhile I am puttering around with some odd jobs.
I simply wanted to chop out a section of a piece of mild steel. No problem; just mount the slitting saw on its arbor, clamp the workpiece in the vise and cut away. Wait, that saw won't make it all the way through the steel; it's too small in diameter. Fine, get a bigger saw. Whoops, that saw has a larger mounting hole so it would mean making a different arbor. OK - just use the original saw and cut twice (back and front). Hold on - the jaws on that el-cheapo vise aren't square. Hey - why don't you use the really nice little toolmaker's vise from Sowa Tool & Machine? Because you never bothered to make the little clamps to mount it to the milling table!
That is how I came to spend this afternoon making little mounting clamps for a vise instead of cutting a piece of mild steel as I had originally planned. And, in the process, I discovered that the 3/8" endmill holder that came with the mill does not grip endmills properly. The set screw is too small so the endmill works loose. Tomorrow morning will be spent sorting that issue out. I may even get around to cutting that piece of mild steel.
The upside of it all is that I finally have the pesky little clamps made, enabling me to make use of the nice vise, instead of staring at it on the shelf.
great accessory

Model Engineers Workshop issue #111 has an article on generating ball handles using a rotary table and boring head on the mill. The tilt feature of this table will save having to angle the milling head itself.
Sunday, 24 November 2013
amateur? not as such.
I regularly attend meetings of the local "amateur" machinists group. The quality of the stuff they produce is truly phenomenal. It's akin to joining the local amateur operatic society because you belt out "Carmen" in the shower and finding out that Andrea Bocelli is the first singer for the evening.
Frankly, it's a bit embarrassing to show what I've done re: the indexing head for the Taig and a few other minor efforts. Still, it is an inspiring and motivating experience. Each time I go I learn some other tidbit of information that is helpful in fabrication. Some of these guys are real artisans, and they love to share their techniques and tips.
A few of them have attended the N.A.M.E.S. event in Michigan. They report that lots of good bargains are to be had, and a tremendous number of fabulously detailed models are on display.
I remain surprised that there are no local shows of this nature, given the population density and cross-section of interests. The closest Canadian show of similar magnitude is the annual EMES event in Estevan, Saskatchewan. At 1500 miles distance, it won't be one I'm driving to next fall.
divide and conquer
 A simple indexing plate for the Taig. It has both 20 and 24 hole circles, yielding 2, 3, 4, 5, 6, 8, 10, 12, 20, and 24 divisions. In this photo, it still needs a locking pin mounted to the T-slots in the headstock.
A simple indexing plate for the Taig. It has both 20 and 24 hole circles, yielding 2, 3, 4, 5, 6, 8, 10, 12, 20, and 24 divisions. In this photo, it still needs a locking pin mounted to the T-slots in the headstock.The plate was made on a large milling machine using a dividing head. Sure, I could have done it the hard way by dividing the circumference of the disc into equal parts, but I had access to the big machine and the head. Dad always said I was good at "energy conservation".
Ran into some difficulties getting the first plate (I made more than one try, yes) concentric on the darned pulley. After several head scratching moments, I discovered that the stepped shoulders on the original mandrel I made up were not concentric. A new mandrel solved the problem.
The plate is held on the pulley using three 1/4"-20 flat head Allen bolts, countersunk into the pulley back. I have two spare plates in case I need other divisions, like 7 or 13, for some future project.
I could've sworn I'd made the pulley with 24 and 25 holes in case I needed to make up some sort of micro-adjustable feature using a 40 tpi thread at the 25 div option. Those spare plates will come in handy...
planned projects
Looking back, I note that there are several things that were planned to be done but have (so far) remained unaccomplished. I'll collect them here for reference going forward:
- CNC conversion for the Taig mill
- T-nuts for the Taig mill <- actually, these nearly complete
- Sine bar for the Taig mill <- in negoatiations to obtain both a 3" and 5" unit
- Cam-lock clamps for the Taig mill
- Dremel toolpost for the Taig lathe
Saturday, 23 November 2013
2nd life
 A Taig micro-lathe on its second owner (me). The headstock spindle is bored out to over .375" to accept larger diameter rods. Rear toolpost is a Taig part bought at Lee Valley Tools.
A Taig micro-lathe on its second owner (me). The headstock spindle is bored out to over .375" to accept larger diameter rods. Rear toolpost is a Taig part bought at Lee Valley Tools.Planned upgrades include a micrometer set-over tailstock, toolpost for a Dremel handpiece, and a longitudinal carriage feed. An indexing plate (20 and 25 holes) is completed and has been installed on the headstock pulley. In use, a block is attached to the top of the headstock and a pin manually engages each index hole in turn.
I must remember to create a rear mounted toolpost for a parting blade. I've been using thinly ground toolbits in the front post simply because I could not find a suitably thin blade for this small machine. I certainly don't want to create twice as much waste in the parting as I do for a small turning...
The micrometer stop has proved unaccepable, as the axis of thrust from the carriage is not along the stop rod; it flexes too much to count on its accuracy. Something else will be done in its place.
scratcher
Picked up a fibreglass sanding pen at Canadian Tire. Does wonders polishing up brass sheet. The makers are serious about wearing gloves and eye-protection when using it; tiny shards of fibreglass break off as the tool is scrubbed back and forth. Naturally they head straight for your eyes and unprotected skin. Keep your pets away from your work area and clean up after yourself.
dream machine
 A snap of my Taig 2019CR desktop mill.
A snap of my Taig 2019CR desktop mill.This is a CNC-ready tool which, after several years, still needs stepper motors and a Xylotex PWM driver board. The parts have all been purchased but, due to a number of circumstances relating to health, employment, and locale, have never been installed.
One upgrade I have made since purchase was changing the headstock from the original offering to the new ER 16 spindle equipped version. The ER 16 collets allow anything up to 10mm (3/8") diameter to be installed in the headstock bore, while the threaded nose still allows for other accessories to be added (fly cutter, boring head, etc.)
A set of ER 16 collets was purchased from MariTool. The ER 16 option saves a lot of space between the spindle nose and table when using typical cutters and drills. This makes the whole tool more rigid and reduces vibration in use.
measuring up

Today I spent some time cleaning up the Mitutoyo 10" height gauge obtained last weekend. A little Simple Green cleaner/degreaser and judicious dabs of Autosol polish were employed to get the grunge off.
Too bad I didn't take a "before" picture. It looks pretty good, but could probably stand a little more effort in the various nooks and crannies.
I am fortunate to exist on the periphery of some very talented machinists & toolmakers, one of whom took the time to expertly re-grind the chipped edge of the carbide tip. He noted that the grade of carbide was not what he expected to find on a Mitutoyo; it was much more brittle than other examples he's seen (~30 years in the trade). However, there is now a new, sharp edge on it that will suffice for marking anything I might ask it to.
I have added a small section of flexible tubing over the tip to protect it from future injury while not in use. I should be thankful that the vendor didn't take such good care of this precision instrument himself; the damage allowed me to purchase it at a much reduced price.
EDIT -> I cleaned off my surface plate and tried out the unit - dead on 0.000".
EDIT -> I cleaned off my surface plate and tried out the unit - dead on 0.000".
Tuesday, 19 November 2013
adding to the tool chest(s)
Actually made it to the Tools of the Trades show.
In the course of wandering around the aisles, I managed to pick up:
In the course of wandering around the aisles, I managed to pick up:
- a Mitutoyo 10” vernier height gauge (needs a replacement carbide wedge)
- what appears to be a century old, single bevel broad axe head (a new handle will be a challenge)
- a beefy 1” corner chisel with a newly (and nicely) fitted handle
- four decent quality moulding planes from different manufacturers marked 6,8,12 and 14.
The 6 and 8 will be modified and matched as a pair (8s), and the 12 and 14 likewise (12s).
Fortuitously, I met up with local moulding plane aficionado Nigel and had yet another great chat about plane refurbishing and use. Nigel and I hit it off during a chance meeting at a tool-buying locale last Spring. His comfy workshop is liberally populated with cool planes he's both made and repaired.
Larry Darbyson from Grandpa’s Treasure Chest was present with his usual selection of good tools at fair prices. Overall, I don't recall ever seeing so many metal planes in the Stanley/Bailey style in one place. Although I really didn't need it, I'm now kicking myself for not picking up the 608 that was sitting under a table mid-room.
I also ran into classmate Rob, a keen hand-tool user I met while attendeding some of Steve DerGarabedian's workshops at Lee Valley Tools.
In general, there was a wide selection of both wood working and metal working tools (mostly measuring and marking devices in the latter case). Prices (as always) varied over a wide range, from reasonable to ridiculous.
Some specialty wood offerings were available for turners and furniture makers. In contrast to previous events in the same venue, lighting was excellent so there was no need for a flashlight just to look into bins and on shelves.
A must-attend event.
Some specialty wood offerings were available for turners and furniture makers. In contrast to previous events in the same venue, lighting was excellent so there was no need for a flashlight just to look into bins and on shelves.
A must-attend event.
Thursday, 14 November 2013
toolish notions
One needs tools, of one form or another, to effect change - to persuade all but the most malleable raw material to assume a more pleasing or useful shape. Tools and their use are what have been claimed to elevate man above the other members of the animal kingdom.
Many a wondrous product or device has been fashioned with few (and often crude) tools. This fact does not stop many of us from accumulating numerous and varied tools purely for the sake of owning, handling, displaying, and/or putting them to use. There is something about applying a well-made tool to a workpiece that generates great satisfaction and a sense of purposeful action.
The semi-annual Tools of the Trades show is happening this weekend; I will likely attend.
Not that I need more tools, of course. But...
I will confess, quite freely, that I am a tool junkie.
Hand tools.
Power tools.
New tools.
Old tools.
Tools for working wood.
Tools for working metal.
Even tools whose purpose is not readily evident; their shape hinting at a use to be discovered.
Digging through the plethora of presented pieces continues to yield the odd tidbit or treasure. A sterling example of a particular version, an approach not seen before, or the missing widget from a partially-functional device already in my possession.
My wish list has grown very short, though. Thanks to good contacts and good fortune, I have already obtained the majority of what I have anticipated needing for the foreseeable future. No doubt other items will be brought to my attention as I progress through various projects.
Many a wondrous product or device has been fashioned with few (and often crude) tools. This fact does not stop many of us from accumulating numerous and varied tools purely for the sake of owning, handling, displaying, and/or putting them to use. There is something about applying a well-made tool to a workpiece that generates great satisfaction and a sense of purposeful action.
The semi-annual Tools of the Trades show is happening this weekend; I will likely attend.
Not that I need more tools, of course. But...
I will confess, quite freely, that I am a tool junkie.
Hand tools.
Power tools.
New tools.
Old tools.
Tools for working wood.
Tools for working metal.
Even tools whose purpose is not readily evident; their shape hinting at a use to be discovered.
Digging through the plethora of presented pieces continues to yield the odd tidbit or treasure. A sterling example of a particular version, an approach not seen before, or the missing widget from a partially-functional device already in my possession.
My wish list has grown very short, though. Thanks to good contacts and good fortune, I have already obtained the majority of what I have anticipated needing for the foreseeable future. No doubt other items will be brought to my attention as I progress through various projects.
what have you (intro)
Wood
Plaster
Metal
Plastic
Or what have you.
Doesn't matter the material, something will be made from it.
Big, small.
Indoor, outdoor.
Practical, whimsical.
Any subject (or, indeed, object) is possible.
This effort will primarily be used for my own record keeping and reference.
Perhaps someone else will find certain sections of value.
Plaster
Metal
Plastic
Or what have you.
Doesn't matter the material, something will be made from it.
Big, small.
Indoor, outdoor.
Practical, whimsical.
Any subject (or, indeed, object) is possible.
This effort will primarily be used for my own record keeping and reference.
Perhaps someone else will find certain sections of value.
Subscribe to:
Posts (Atom)